
1-3 机械制图基本符号(表面粗糙度)-UG11机械工程图基础与实战图文教程发布时间:2022年01月24日 08:01
虎课网为您提供综合教程版块下的1-3 机械制图基本符号(表面粗糙度)-UG11机械工程图基础与实战图文教程,本篇教程使用软件为UG (NX11),难度等级为新手入门,下面开始学习这节课的内容吧!
那就开始今天的教程吧
1.本节课课程目标是机械制图的基本符号,表面粗糙度。
核心的知识点是:
①表面粗糙度的符号
②不同的粗糙度值和加工方法
使用的软件是UG11,通过本节课内容的讲解,能够让大家了解粗糙度的一些符号,和不同的表面粗糙度的一些加工方法。
2.看第一章第三节机械制图基本符号,在这一节当中主要说的是表面粗糙度,因为表面粗糙度的要求关乎产品生产出来之后,组装成产品的一个相互配合的质量,
所以在标注表面粗糙度的时候也是非常重要的,在UG画工程图的时候,对于表面粗糙度也会有一定的要求,所以我们在这一节当中,主要介绍表面粗糙度的一些基本符号。
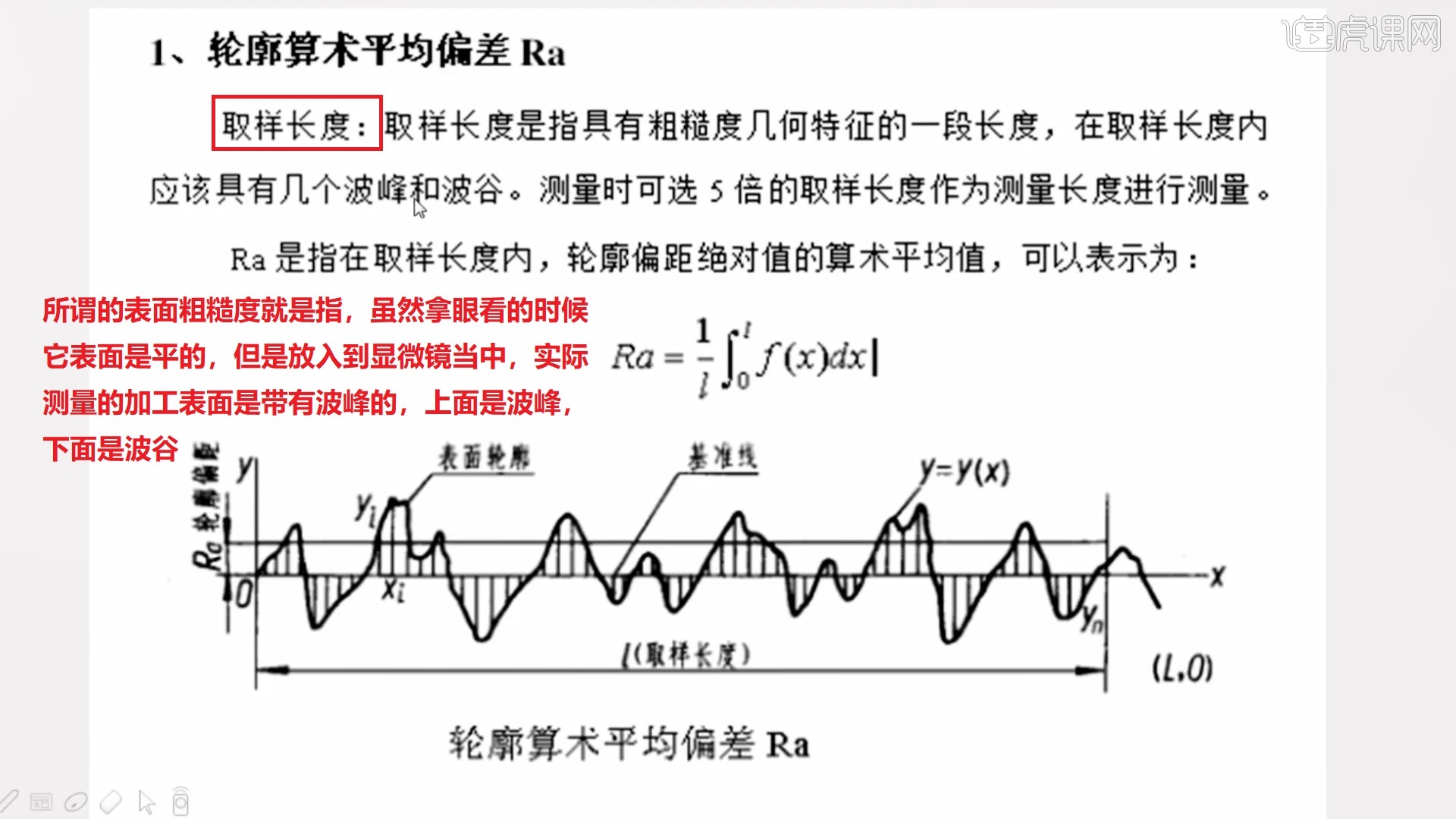
第一个叫轮廓算术平均偏差 Ra,它是取样长度,是具有粗糙度几何特征的一段长度,在取样长度内应该具有几个波峰和波谷,测量的时候可选5倍的取样长度作为测量长度进行测量,
所谓的表面粗糙度就是指,虽然拿眼看的时候它表面是平的,但是放入到显微镜当中,实际测量的加工表面是带有波峰的,上面是波峰,下面是波谷,
所以Ra叫做算术平均偏差,也就是说在整个的轮廓上,进行一段长度的取样来进行测量,Ra是指在取样长度内轮廓偏距绝对值的算术平均值。
所以可以取到一个Ra,在一段范围之内,这一块的算数平均值得到的偏差,就是Ra值,就是算术平均偏差。
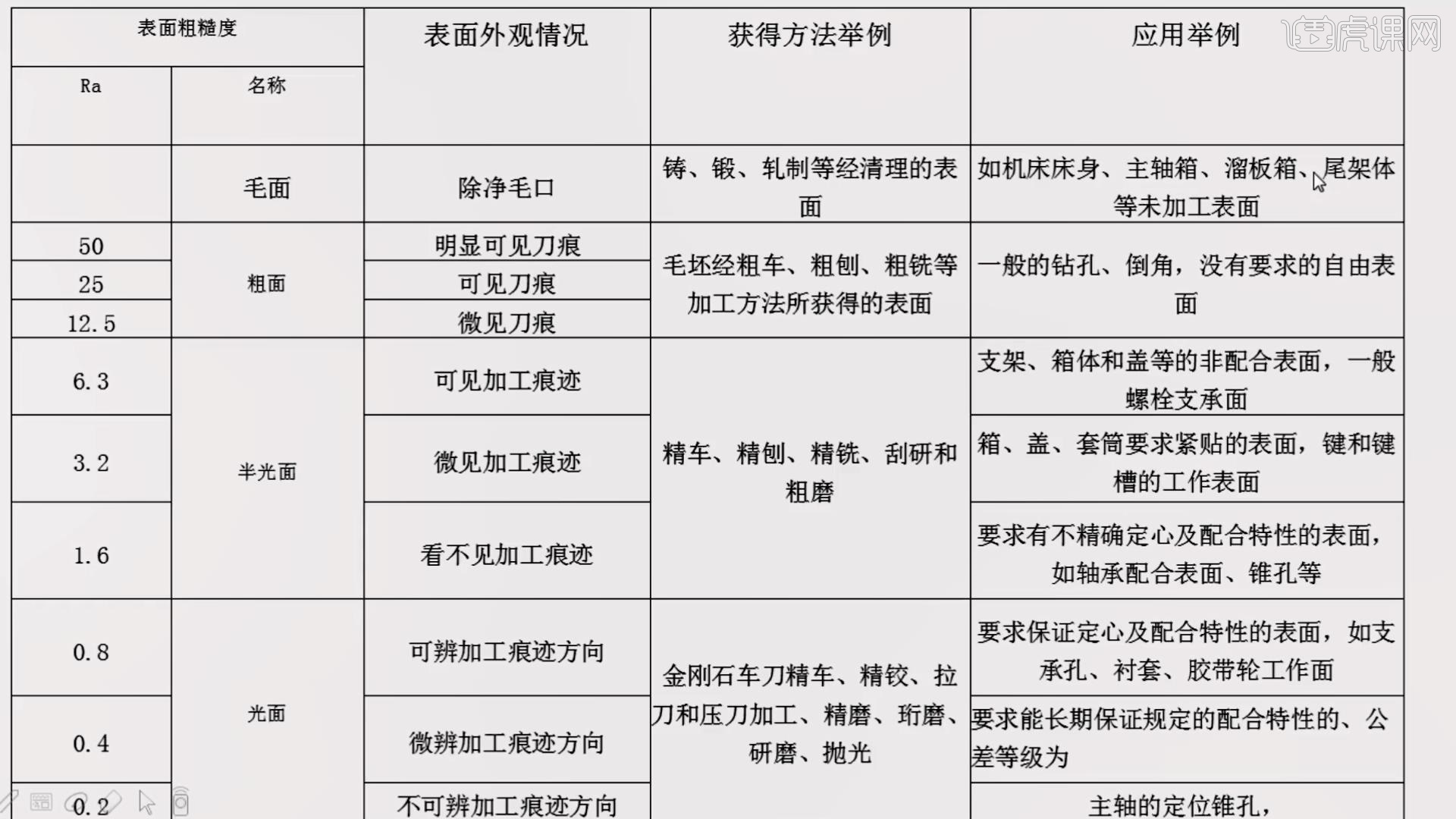
3.比如说【Ra 】毛面,它的表面外观情况是除了净毛口,它获取方法一般是铸造、锻造、轧制等经过清理的表面,它应用于比如说像机床的床身,主轴箱,溜板箱,
尾架体等进行一些未加工表面,所以这种表面粗糙度会比较高,因为它是毛面,还有像50、25和12.5,它都是粗面。
表面粗糙度为50是明显可见的刀痕,一般就是粗加工可得到的,25是可见刀痕,12.5是微观的刀痕,是毛坯经过粗车、粗刨、粗铣等加工方式所获得的表面,
也就还是粗加工,这种一般是用于钻孔、倒角,没有要求的自由表面,没有要求的,就是表面比较粗糙。
除了上面的以外,逐渐表面粗糙度变得光滑6.3、3.2、1.6,它们属于是半光面,为可见的加工痕迹,微见的加工痕迹和看不见的加工痕迹,
一种获取的方法是精车精刨,精铣,刮研和粗磨,也就是说这三种效果是经过精加工所获得,6.3的这种是通过支架,箱体和盖等非配合表面,一般是螺栓的支承面,
3.2的这种一般是箱,盖,套筒要求紧贴的表面,键和键槽的工作表面,1.6的这一种是通过要求有不确定的定心及配合特征的表面,比如像轴承配合表面 ,
还有就是锥孔表面等等,比较精密的一些个表面一般称之为光面,表面粗糙度是0.8 0.4或0.2的这种,0.2的这种是最高的,0.8这种它的表面外观是可辨的加工痕迹方法,
0.4的是微辨加工痕迹方法,0.2的为不可辨加工痕迹方法,这种获取的方法是金刚石车刀的精车精铰和拉刀,和一些个其他的加工研磨抛光等等。
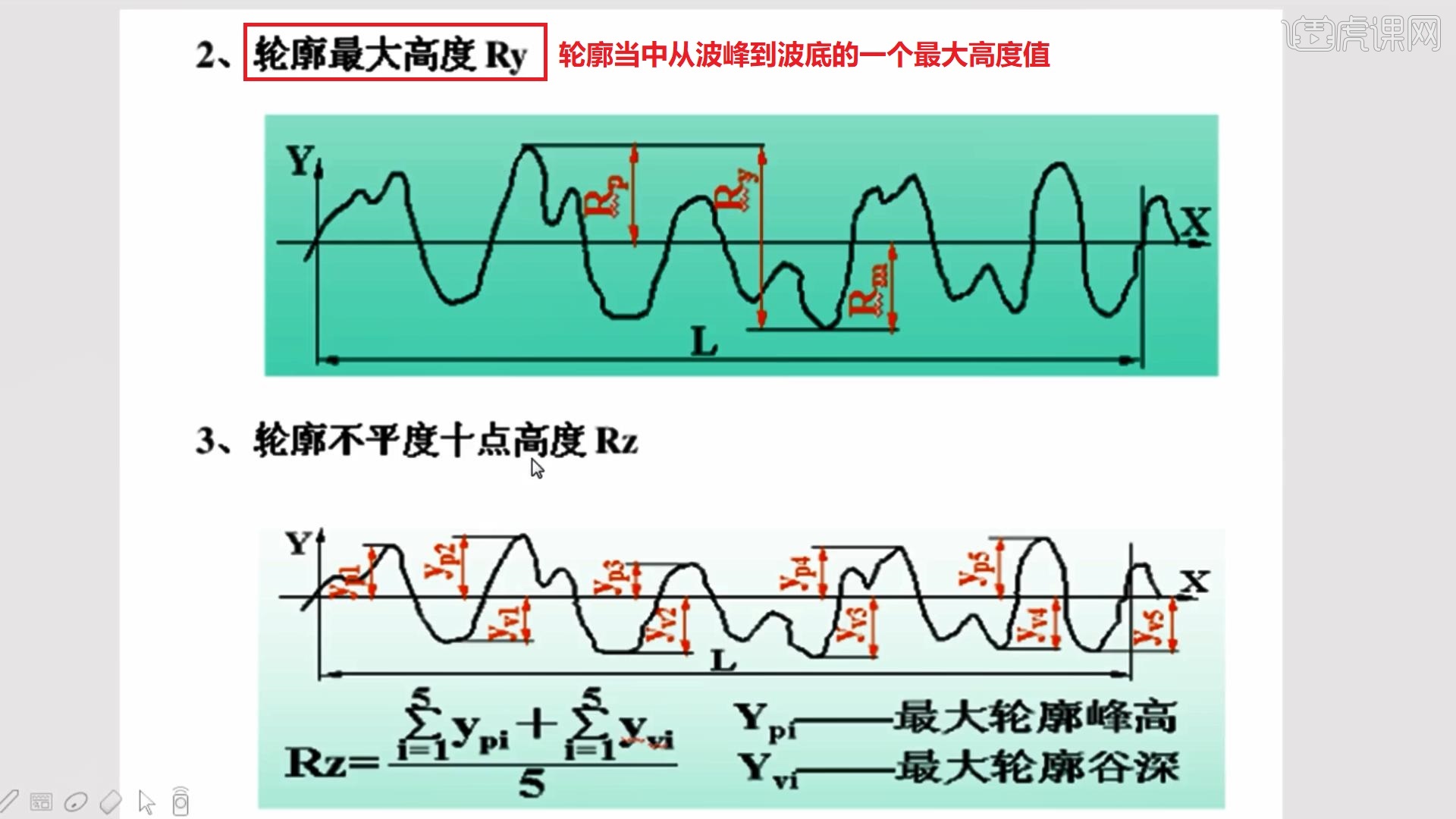
4.【Ry】所指的是轮廓当中最大高度,轮廓当中从波峰到波底的一个最大高度值,【Rz】叫做轮廓不平度十点的高度,是通过Ypi从1到5,加上Yvi从1到5的和除以5,
那么Ypi是等于的是最大轮廓的峰高,加上最大轮廓的谷深进行分段,相加,再除以一个5,就得到的是一个十点高度的Rz。
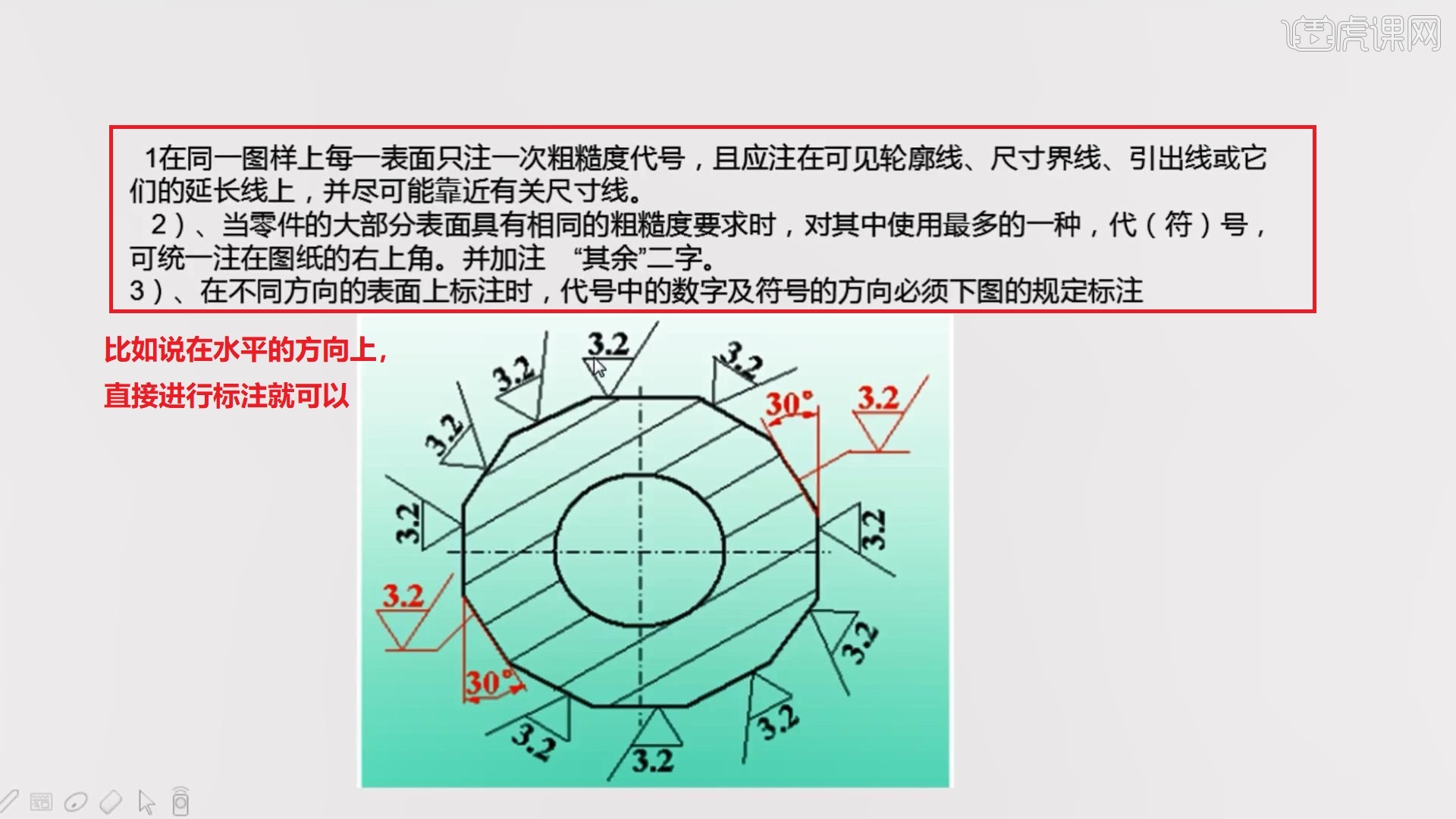
5.①在同一个图样上,每一个表面只注一次粗糙度代号,并且应注在可见轮廓线,尺寸界线,或者是引出线和它们的延长线上,并尽可能的靠近有关尺寸线,
因为我们将表面粗糙度标注在哪个面上,就指的是哪个面的表面粗糙度值。
②当零件的大部分表面具有相同的表面粗糙度要求的时候,我们对于其中使用最多的一种的代号,可统一标注在图纸的右上角,并加注其余两个字。
③在不同方向的表面上标注的时候,代号中的数字及符号的方向必须像下图规定,比如说在水平的方向上,直接进行标注就可以。
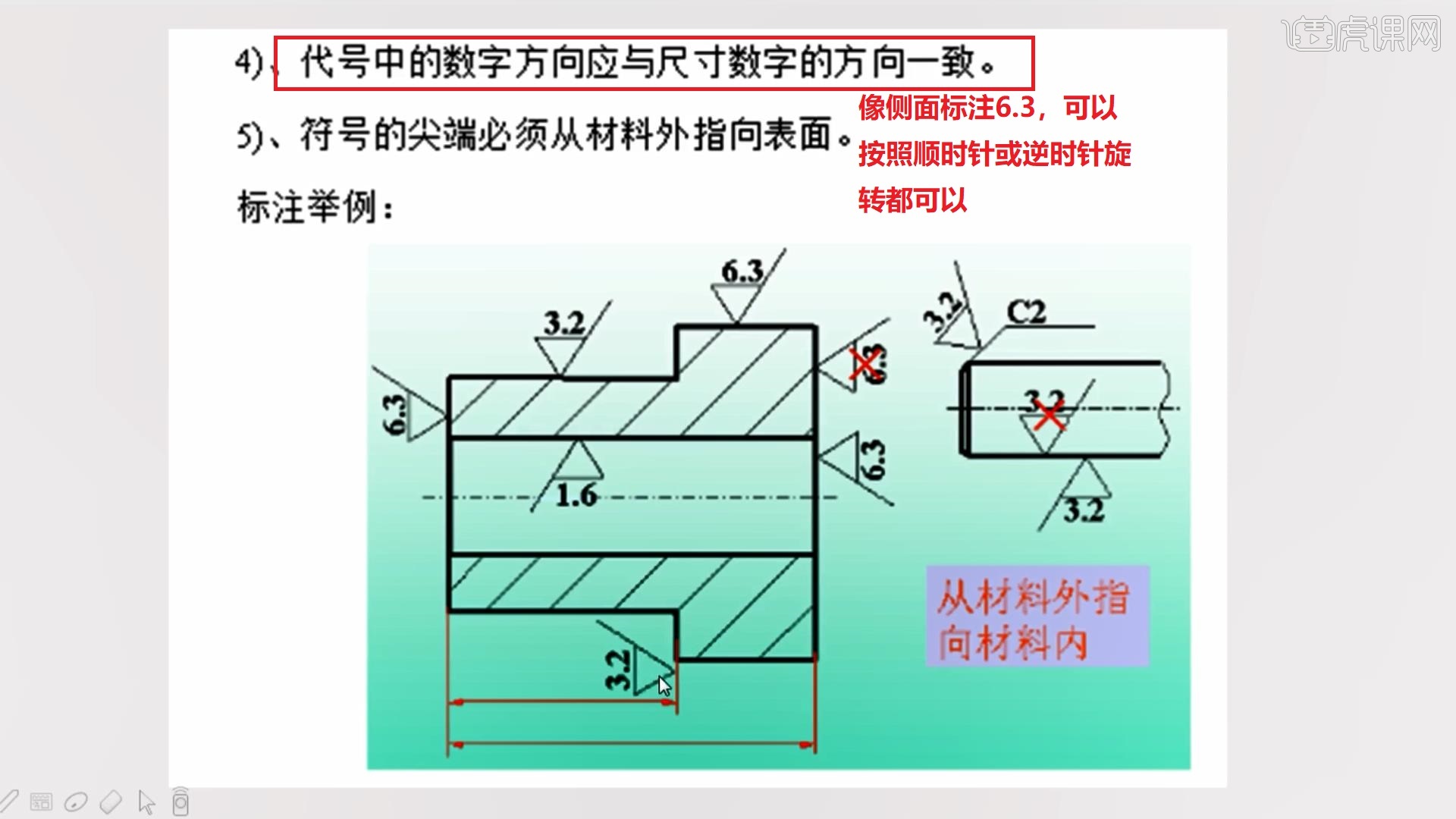
6.④代号中的数字方向应与尺寸数字方向应是一致的,在标注的时候,像侧面标注6.3,可以按照顺时针或逆时针旋转都可以,下面这张图,
比如说端面的这块尺寸比较小,就是把表面粗糙度放入到了尺寸的界线上,同样可以表示的是端面的一个表面粗糙度值。
⑤符号的尖端必须是从材料外指向表面,比如说右边这张图进行标注这根轴的外边,也就是外表面的表面粗糙值,是由外侧指向内侧,里面的3.2在进行标注的时候,
是由内侧指向了外侧,这种标注是错误的。
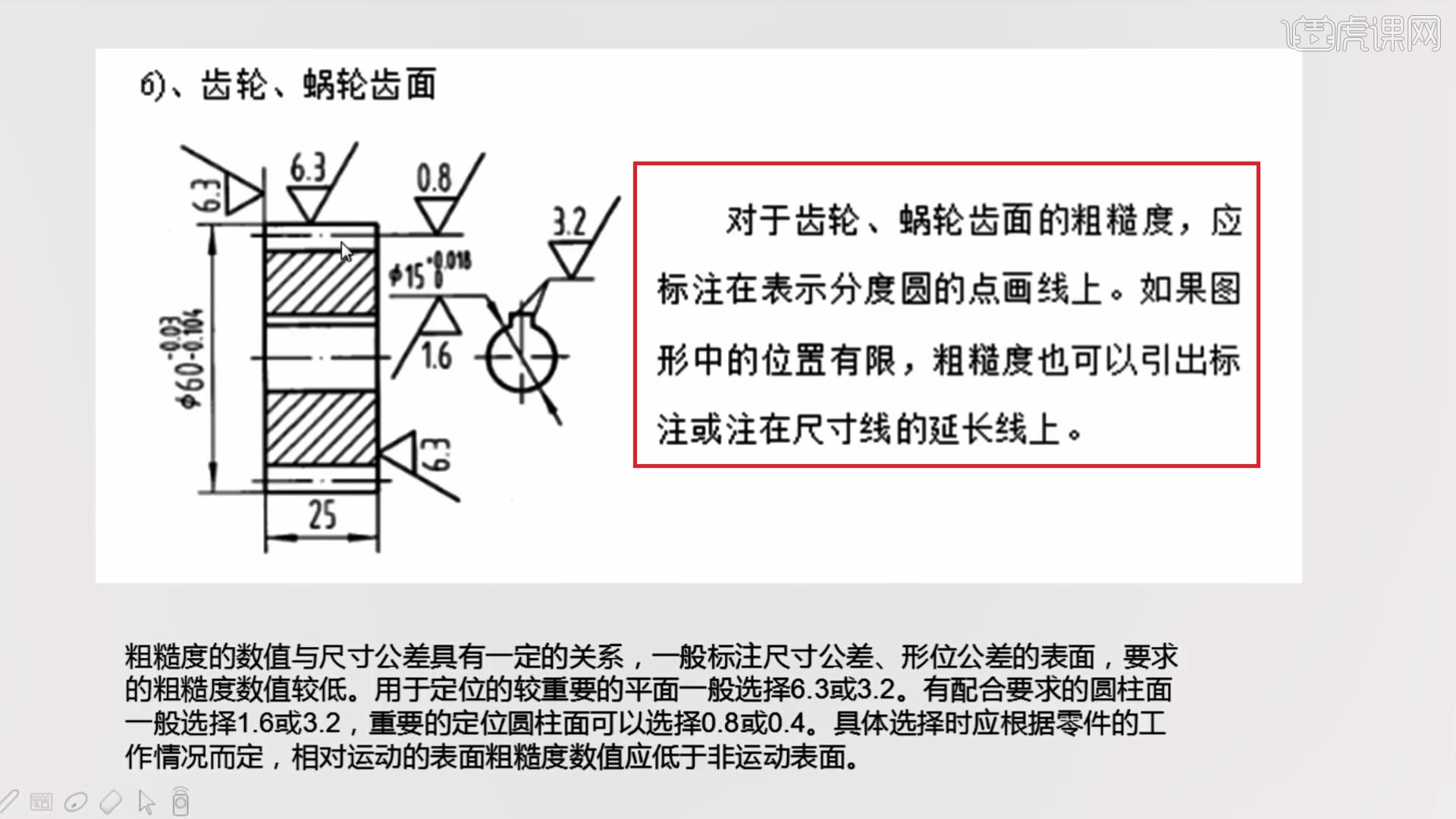
7.⑥齿轮和蜗轮齿面,下面这是一个齿轮,齿轮在进行标注的时候外表面为6.3,齿轮的左端面表面粗糙度也为6.3,在标注齿轮的时候,中心圆是表面粗糙度为0.8,
右端面也是为6.3,然后再看里面因为整个齿轮中间会有一个键槽,中间是配合着轴和键来带动齿轮进行转动,此时要求键槽两侧的表面粗糙度为3.2。
此时标注表面粗糙度的时候,应该用此方法来进行标注,对于齿轮蜗轮齿面的粗糙度应标注在表示分度圆的点画线上,如果图形中的位置有限,粗糙度也可以引出标注,
或者是注在尺寸线的延长线上。
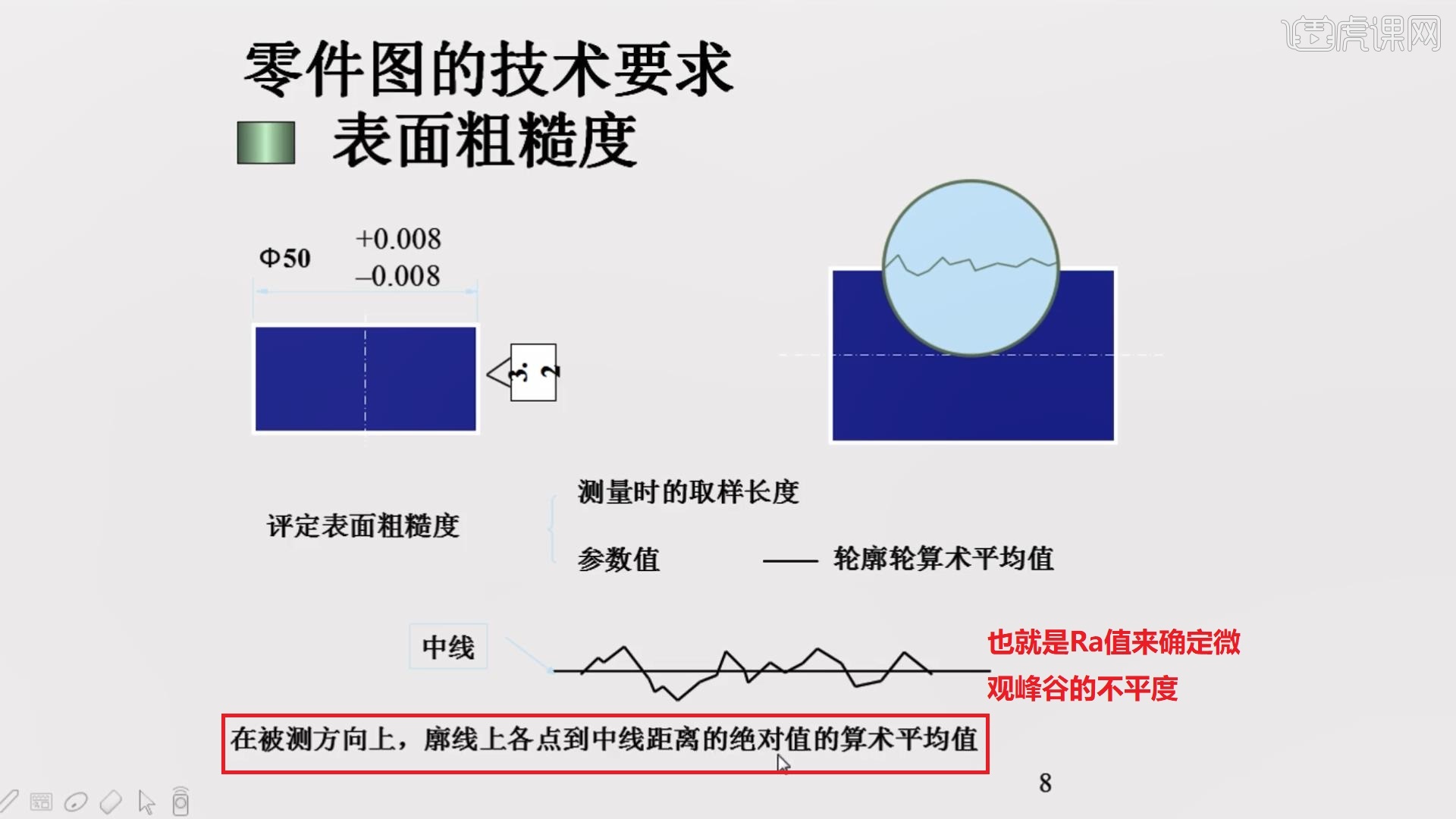
8.再看零件图的技术要求,表面粗糙度
下面这有一个直径为Φ50的一根轴,这根轴Φ50为基本尺寸,正的0.008和负的0.008,是它的一个上偏差和下偏差,那么在圆柱外表面标注了一个表面粗糙度为3.2
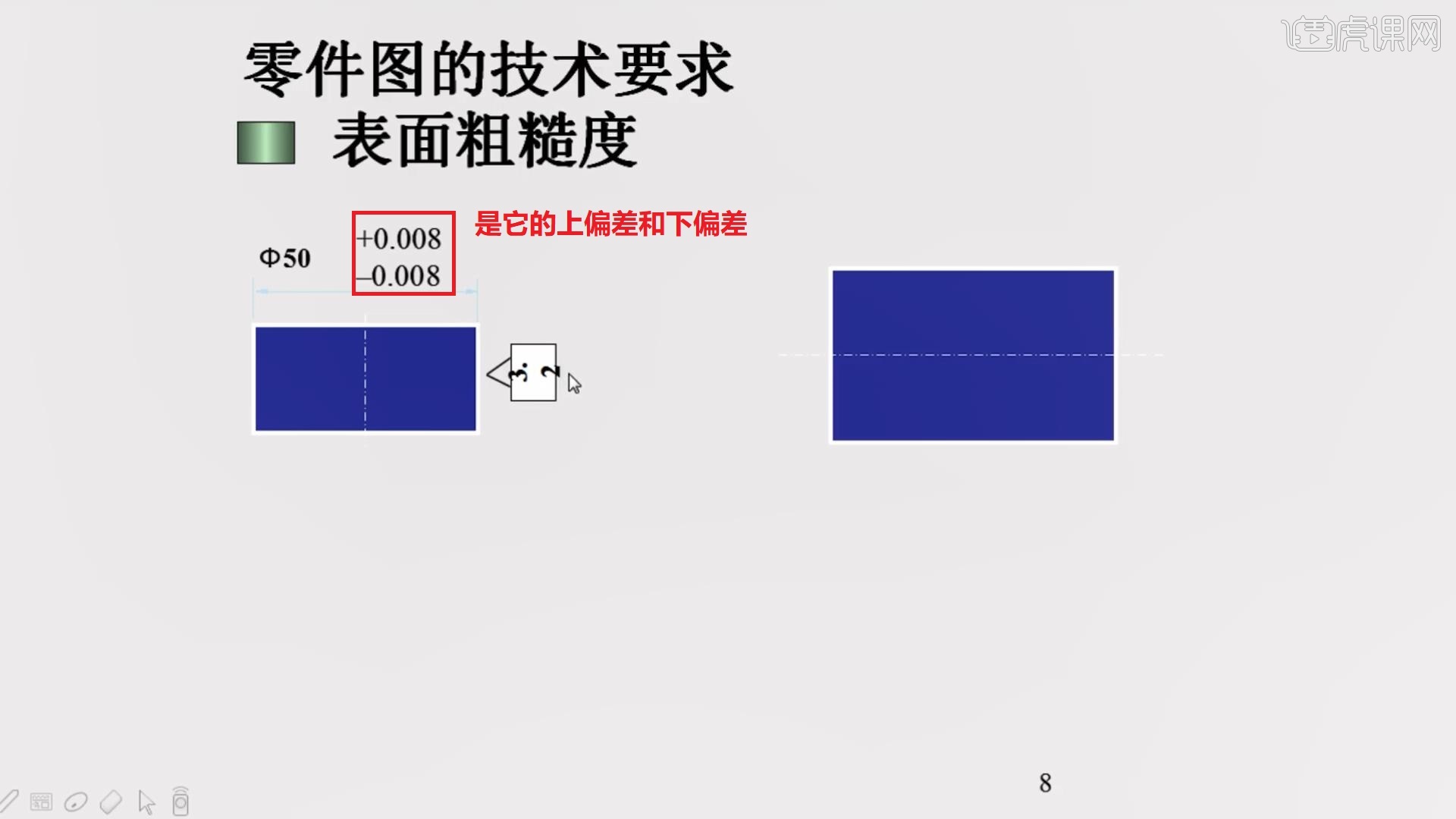
9.这种进行标注的时候,所表示的就是外圆柱的一个表面粗糙度值,测量的时候是取样长度的参数值,是轮廓算数平均值,也就是我们的Ra。
在被测方向上,轮廓上各点到中线距离的绝对值的算术平均值,也就是Ra值来确定微观峰谷的不平度,下面这张表表面粗糙度分为几个,
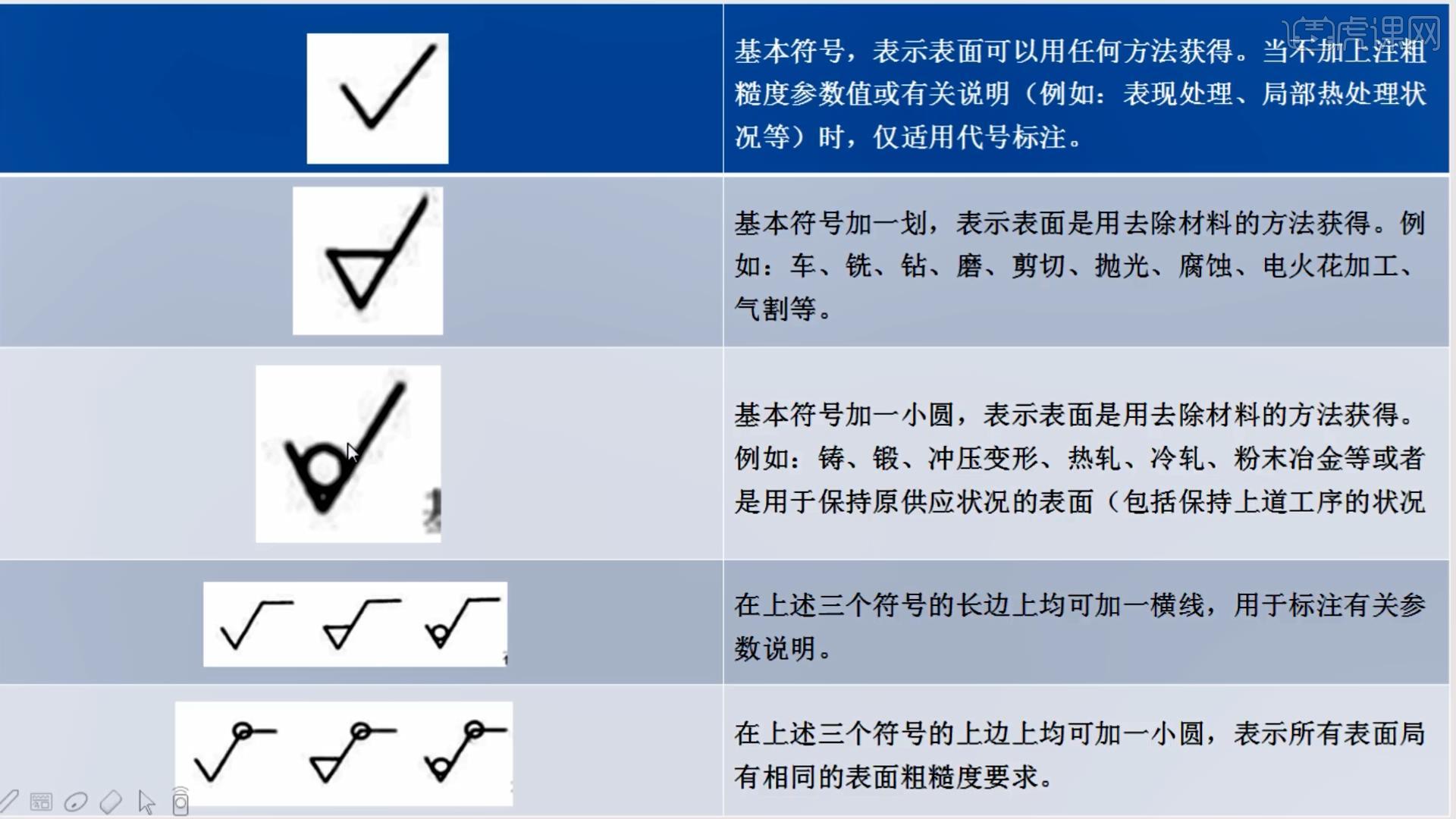
10.第一种的符号为基本符号,表示表面可以用任何方法来获得,当不加上注明粗糙度参数值或者有关说明,比如说像表面的处理,局部热处理,
还有一些形状等等,仅用于代号那些个标注。
第二种基本符号在中间加了一横,表示表面是用去除材料的方法来获得,比如说车铣钻磨,剪切抛光腐蚀电火花等等,是用去除材料的方法来进行获得表面粗糙度。
第三种是在基本符号加了一个小圆,表示表面是用去除材料的方法来获得,比如说像铸、锻、冲压、热轧、冷轧、粉末冶金等等用于保持原供应状况的表面。
第四种在上述的123三个符号的长边上加一横线,然后长边上加了一条横线,用于标注有关参数的进行说明。
第五种在它的上端又加了一个小圆,表示所有表面具有相同的表面粗糙度的要求。
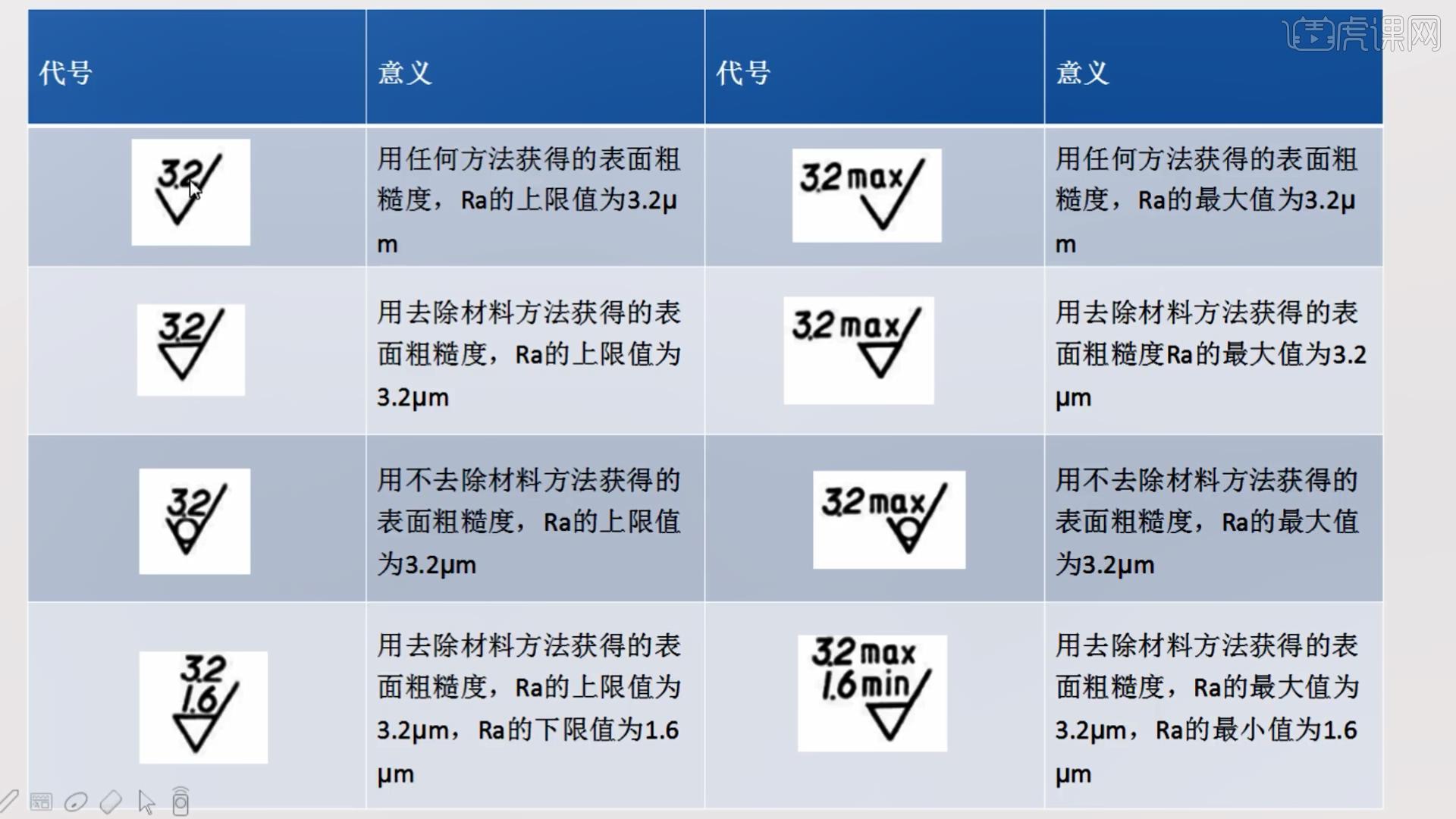
11.第一个用任何方法来获得的表面粗糙度Ra的上限为3.2。
第二个是用去除材料的方法获得的表面粗糙度,Ra的上限为3.2。
第三个中间是带小圆的,是用不去除材料的方法来获得表面粗糙度,Ra的上限为3.2。
第四个中间加了一条横线,上下有两个数字,它所代表的是用去除材料的方法获得的表面粗糙度,Ra的上限为3.2,下限是1.6。
第五个3.2max代表 是用任何方法获得的表面粗糙度,Ra的最大值。
第六个中间加了一个横线,是用去除材料的方法获得的表面粗糙度,Ra最大的为3.2。
第七个中间有个小圆圈加了max,代表用不去除材料的方法获得的表面粗糙度,Ra的最大值为3.2。
第八个下面中间加一个横线 , 所代表是用去除材料的方法来获得的表面粗糙度值,Ra最大为3.2,最小为1.6。
12.第一个,它是用任何方法获得的表面粗糙度,Ry的上限为3.2。
第二个,Rz中间加一个小圆圈,不去除任何材料的方法来获得的表面粗糙度,Rz的上限为200。
第三个,Rz3.2和Rz1.6,是用去除材料方法获得的表面粗糙度值 ,Rz的上限为3.2 Rz的下限为1.6。
第四个,用去除材料方法获得的表面粗糙度,Ra的上限是3.2,Ry的上限为12.5。
第五个,Ry3.2max,是用任何方法来获得的表面粗糙度,Ry的最大值为3.2。
第六个,Rz200max,是用不去除任何材料的方法来获得的表面粗糙度,Rz的最大值为200。
第七个,Rz3.2max 和Rz1.6min ,是用去除材料的方法来获得的表面粗糙度值,Rz的最大值为3.2,最小值为1.6 。
第八个,是用去除材料的方法来获得一个Ry值。

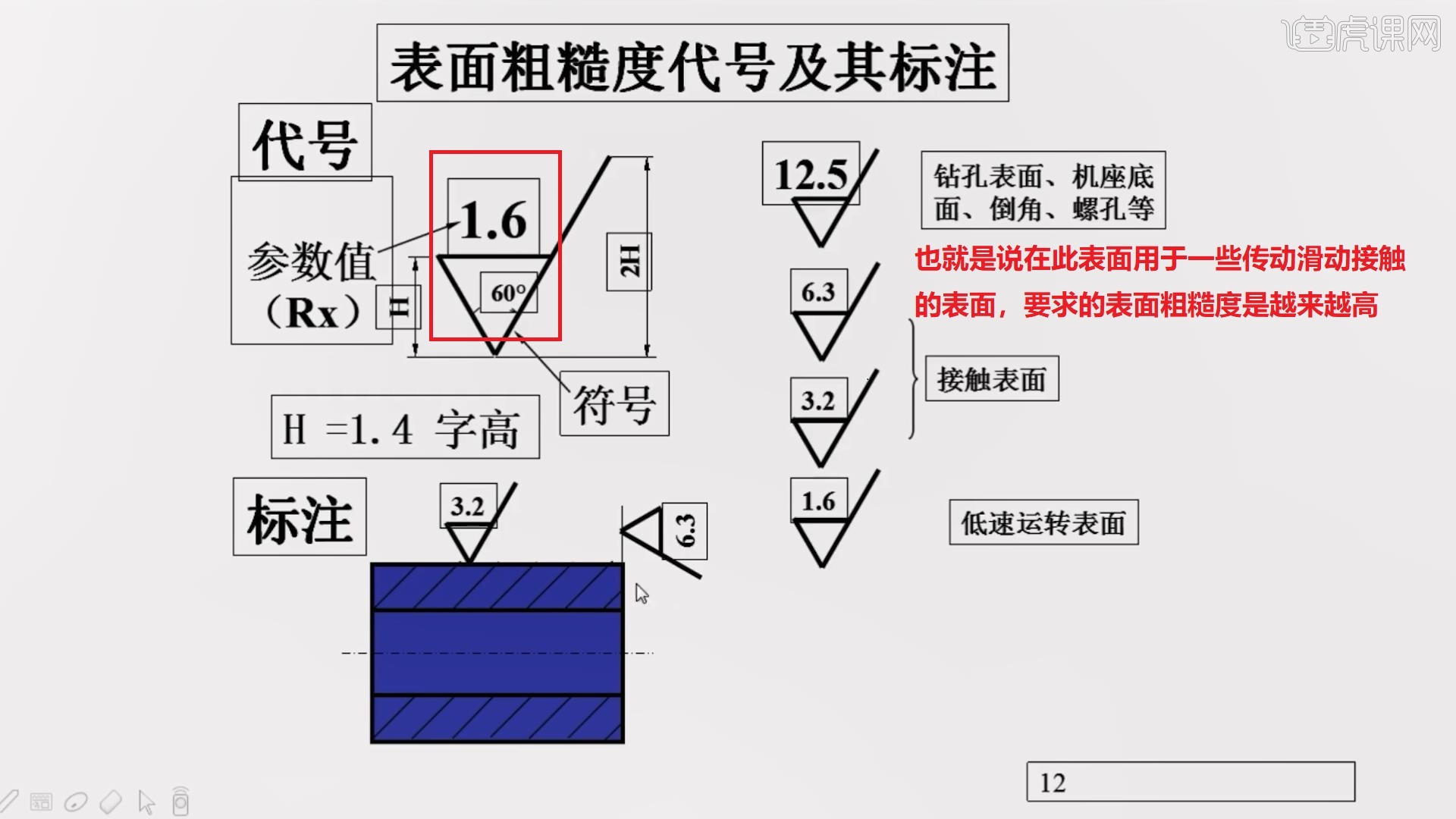
13.表面粗糙度代号及其一些标注
把表面粗糙度做成了一个模块,针对于这个模块或者是表面粗糙度的符号,它的画法尺寸的高度宽度是有一定比例,比如说上面1.6是为参数值,
下面是表面粗糙度的符号,下面这个三角形是一个等边三角形,因为里面的角度是60度,高度应该为字体的高度H,整体的高度为2H,H应该等于的是1.4倍的字高,
等于1.4倍的字高,再看表面粗糙度为12.5,一般12.5是可以通过钻孔的表面,机座的底面,倒角或者是螺孔等等,所获得的一些表面粗糙度是在12.5,
看6.3或者是3.2,是为零部件或者是产品当中的接触表面,一般为产品或者是零部件当中的接触表面。
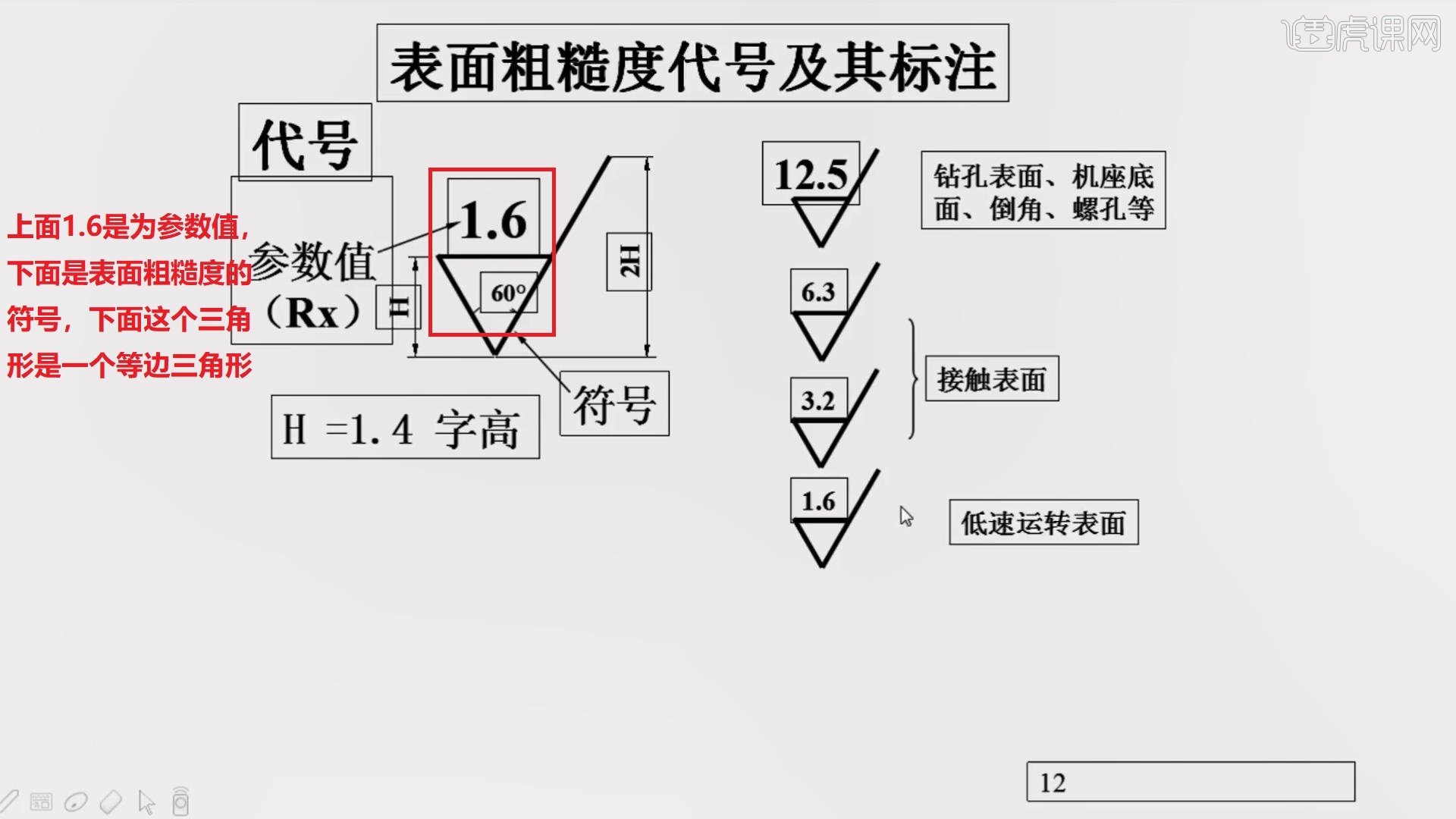
14.那么1.6这种表面的粗糙度,一般是用于低速运转的表面,也就是说在此表面用于一些传动滑动接触的表面,要求的表面粗糙度是越来越高的,
在进行标注,是从零部件的外侧来指向内侧来进行标注,当零部件的表面上没有足够的空间来进行标注的时候,可以标注在尺寸界线上,或者是引出线上都可以,
15.这一节当中,主要说到的是表面粗糙度的一些概念,表面粗糙度的一些基本的符号,通过本节课内容的讲解,除了一些基本的理论知识之外,
还需要对于我们实际的画图操作和方面的技巧进行多加的练习才可以。
以上就是1-3 机械制图基本符号(表面粗糙度)-UG11机械工程图基础与实战图文教程的全部内容了,你也可以点击下方的视频教程链接查看本节课的视频教程内容,虎课网每天可以免费学一课,千万不要错过哦!




站内热门


- 扫码下载APP

- 官方微信

